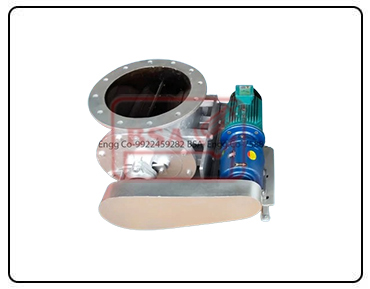
BSA Engineering Company is a leading Drop Through Rotary Airlock Valve manufacturers in Bangalore, suppliers and exporters in Bangalore. These valves play a crucial role in controlling the flow of bulk materials while maintaining consistent airlock pressure, making them essential for industries where efficiency and precision matter. Often referred to as Fall Through Rotary Airlock Valve or Drop Through Rotary Valve, these systems are engineered to handle a wide range of powders, granules, and bulk solids with improved sealing and durability.
A Drop Through Rotary Airlock Valve is engineered to let material pass straight down through the rotor, allowing smooth flow with minimal obstruction and high efficiency. With ongoing advancements like precision engineering, durable wear-resistant coatings, and integration with smart automation systems, these valves have become more dependable and versatile. Today, they are widely used beyond conventional setups, supporting modern industrial processes that require consistent performance and accuracy.
Types of Drop Through Rotary Airlock Valve
A well-known Drop Through Rotary Airlock Valve manufacturer in Bangalore, we are providing the best quality Drop Through Rotary Airlock Valve such as: